
 한국의
한국의









표준 봉제 대 초음파 솔기
표준 봉제 대 초음파 솔기
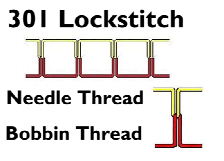
재봉은 남아 있습니다. 직물을 가장 많이 사용하는 방법입니다. Lockstitch 기계는 바느질에 사용되는 표준 방법입니다. 보빈은 셔틀의 중간에 앉아서 회전합니다. 바늘의 움직임으로 바늘은 패브릭을 통해 스레드의 루프를 끌어 올리고, 상승, 재검사 패브릭에. 사료 개는 패브릭을 앞으로 나아가고 기계를 통해 움직이는 것입니다. 체인 바느질에서 볼 때 서로 다른 루프를 함께 결합하는 대신 기계의 나사는 보빈 인 스레드의 별도 스풀과 결합됩니다. 기계에서 긴장 휠이 있습니다. 스티치가 올바르게 형성되도록 적절한 설정에 장력이 있어야합니다. 솔기의 한 인치에서 보통 10 스티치가 있습니다 인치.
전통적인 재봉이있는 단점은 천공 된 이음새를 생성하는 불연속 관절, 시간이 지남에 따라 열화 된 재봉사 및 속도 제한을 포함합니다.
상기 정의 된 바와 같이 초음파 밀봉은 열가소성 폴리머로 만든 직물을 결합하기위한 몇 가지 장점을 가지고 있거나 열가소성 섬유를 함유하는 섬유. FS-90 기계에는 바늘이 필요 없습니다. 이 폐기물 생성 폐기물에서 크게 감소합니다 전통적인 봉제에서 바늘이 자주 휴식을 취하고 폐기물을 유발합니다. 더 많은 돈도 바늘을 대체하는 데에도 소비됩니다. 초음파 씰링에있는 실이 없으면 매우 유익합니다. 왜냐하면 때문에 초음파로 용접 된 의류에 실이없는 경우에는 나사 열화의 위협이 없습니다. 다량의 물질 및 폐기물도 축소됩니다 나사산이 사용되지 않습니다. 이 환경에 매우 유익 할 수 있으며 초음파 씰링을 '그린' 기술. 이 기술은 또한 솔벤트, 접착제 또는 기계식 패스너가 필요하지 않습니다 두 직물에 합류하십시오. 초음파 밀봉은 섬유 분해가 최소화된다는 점에서 열 접착과 다릅니다. 왜냐하면 열 에너지는 초음파 에너지를 사용하여 섬유 내에서 생성됩니다 (톨루나, Dawson Al. 1983; Mao 및 Goswami 1997). 열 결합에서 열 에너지가 용융되기 위해 섬유에 적용됩니다. 초음파 씰링으로 생성 된 이음매는 불 투과성이므로, 오염, 낙하산 및 불 침투성 솔기가 있어야하는 보트 돛과 같은 보트 돛과 같은 다른 제품과 같은 의료 의류에 이상적으로 생산 된 의복을 만들어냅니다. (Benatar 그리고 Gutowski 1986; Benatar 그리고 Gutowski1989). 초음파 씰링 부직포 열가소성 섬유는 1960 년대에 처음 발견 된 금속의 초음파 용접을 기반으로합니다. 비록 합류 된 재료는 다르며, 결합을 만드는 것과 동일한 작동 메커니즘이 존재합니다.
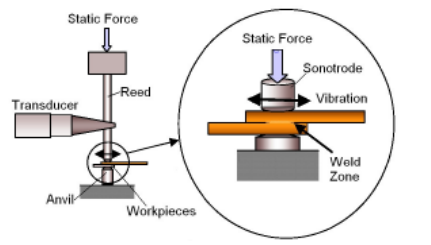
초음파 용접 과정은 4 가지 열쇠 구성 요소가 포함됩니다. 전원 공급 장치는 표준 전기 신호를 일반적으로 초음파 주파수로 변환합니다. 일반적으로 20 khz의 순서의 순서로 변환합니다. 트랜스 듀서는 전기 에너지를 기계적 진동 에너지로 변환합니다.이 진동 에너지는 워크 피스로 워크 피스로 옮겨졌습니다. 언제 진동과 결합 된 클램핑 력은 2 개의 물질의 계면에서 국부적 인 가열이 영향을 미치고 결합 형태 (Benatar Gutowski 1986 Benatar 1989; Wright, Prangnell et al. 2009 년) 가열 요소가 없거나 냉각의 필요성이 없거나 매우 낮은 공구 비용은이 과정을 매우 비용으로 효과적으로 효과적으로 만듭니다 다른 결합 방법에 비해.
이전의 :
초음파 분무에 의한 금속 분말의 준비 및 개발다음 :
초음파 ' 새로운 포장 옵션 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
위해 우리의 제품이나 가격등에 대한 문의, 우리에게 두십시오. 우리는 24 시간 이내에 연락 할 것입니다.





© 저작권: 2026 Hangzhou Altrasonic Technology Co.,Ltd 판권 소유

IPv6 네트워크 지원



