
 한국의
한국의









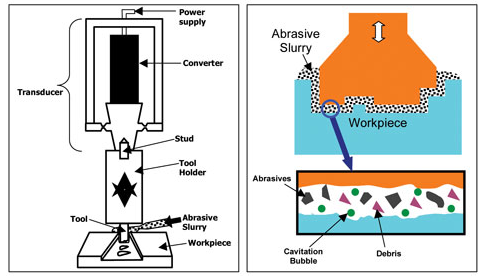
초음파 가공의 원리
음 공정, 저주파 전기 신호는 전기 에너지를 고주파로 변환하는 변환기에 적용됩니다. (~ 20 KHZ) 기계적 진동 (참조 2). 이 기계적 에너지는 경적 및 공구 조립체로 전달되며 알려진 진폭으로 초음파 주파수에서 공구의 단방향 진동을 초래합니다. 진동의 표준 진폭은 일반적으로 0.002 in. 이 프로세스의 전력 레벨은 50 ~ 3000 와트. 압력이 정적 부하의 형태로 공구에 적용됩니다.
연마 슬러리의 일정한 스트림은 공구와 공작물 사이를 통과합니다. 일반적으로 사용되는 연마제에는 다이아몬드, 붕소 카바이드, 탄화 규소 및 알루미나가 포함되며, 연마제는 물 또는 적절한 화학 물질에 현탁됩니다. 절삭 구역에 연마 곡물을 제공하는 것 외에도 슬러리를 사용하여 파편을 씻어 내십시오. 연마 슬러리와 결합 된 진동 공구는 균일하게 재료를 균일하게 펼치고 공구 형상의 정확한 역 이미지를 남깁니다.
초음파 가공은 연마제에 적용되는 매우 낮은 힘을 필요로하는 느슨한 연마 가공 공정이며, 이는 재료 요구량이 감소되고 표면에 손상을 입지 않도록합니다. 재료 제거 도중 음 프로세스는 세 가지 메커니즘으로 분류 할 수 있습니다 : 연마 입자의 직접적인 망치로 공작물 (주요), 마이크로 칩핑 자유 이동의 영향을 통해 연마제 (미성년자) 및 캐비테이션 유도 침식 및 화학 효과 (미성년자).
재료 제거율 및 가공 된 표면에서 생성 된 표면 거칠기는 연마 입자의 유형 및 크기와 진동의 진폭 및 재료의 다공성, 경도 및 인성을 포함하여 재료 특성 및 공정 파라미터에 의존합니다. 일반적으로 재료 제거율은 높은 재료 경도를 갖는 재료의 경우 더 낮아짐 (H) 및 골절 인성 (KIC)
이전의 :
초음파 가공 기능을위한 기능다음 :
초음파 가공 소개 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
위해 우리의 제품이나 가격등에 대한 문의, 우리에게 두십시오. 우리는 24 시간 이내에 연락 할 것입니다.





© 저작권: 2026 Hangzhou Altrasonic Technology Co.,Ltd 판권 소유

IPv6 네트워크 지원



